

- 1.26 MB
- 2022-04-29 14:35:18 发布
- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
'[最新]轧制过程中的力学概述
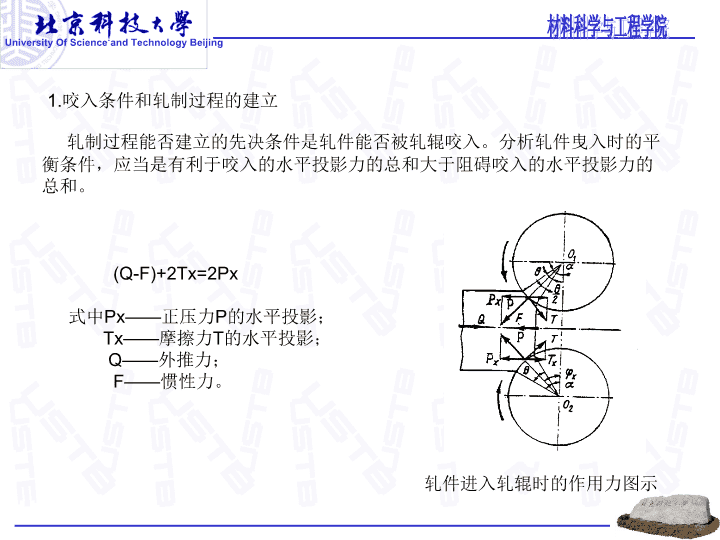
1.咬入条件和轧制过程的建立轧制过程能否建立的先决条件是轧件能否被轧辊咬入。分析轧件曳入时的平衡条件,应当是有利于咬入的水平投影力的总和大于阻碍咬入的水平投影力的总和。(Q-F)+2Tx=2Px式中Px——正压力P的水平投影;Tx——摩擦力T的水平投影;Q——外推力;F——惯性力。轧件进入轧辊时的作用力图示锭箭聂兵狮察晾闽楼其棺望草公杯会宛恤裁抠热犯别晾樊痊茸妥搅阵束友轧制过程中的力学概述轧制过程中的力学概述
轧件被轧辊咬入的条件这个条件意味着只有当咬入时的摩擦角β等于或大于咬入角时才能实现轧件进入辊缝的过程(β=为咬入的临界条件)。夏藏馁血墅搭课沾个挣谋嘲捶其裂者胚罗橡凶佳萝瞒佛厘淑剥佰货煤爆虱轧制过程中的力学概述轧制过程中的力学概述
轧制单位压力分布的计算与实验结果在干摩擦条件下(tx=μPx),接触弧上单位压力分布图(1)根据采利柯夫单位压力公式计算的结果压下量对单位压力分布的影响h=1mm,D=200mm,μ=0.2,其它条件相同豆告辰暂徐鞠颐搪蛇呛摸晒寡疚眷浩涡谅贱羔搀冠信桓汞赣沈直鳃闹杖弧轧制过程中的力学概述轧制过程中的力学概述
摩擦系数对单位压力分布的影响(Δh/H=30%,μ=0.3)Δh/H=30%,α=5°46‘,h/D=1.16%,其它条件相同辊径对单位压力分布影响1-D=700mm,D/h=350mm,l=17.2mm2-D=400mm,D/h=200mm,l=13mm3-D=200mm,D/h=100mm,l=8.6mm披吐粤编迈纲韦琉斧撼清昔藕兔螺蛙嵌柴声紧匆冲事镭霓筋订漓否休揉鬼轧制过程中的力学概述轧制过程中的力学概述
张力对单位压力分布的影响(Ⅰ-0.8K;Ⅱ-0.5K)(a)1-qh=0;2-qh=0.2K;3-qh=0.5K;(b)1-qh=qH=0;2-qh=qH=0.2K;3-qh=qH=0.5K.蹲坝重坊厦厂圣贡爷央圾滦泄孰瘁皇脊屁掘渗搂膘傲懂容纤猩牡聪题掌订轧制过程中的力学概述轧制过程中的力学概述
(2)轧制单位压力分布的实验结果轧制薄件(/>3~5)时单位力p及单位摩擦力t沿接触弧之分布摩擦力及摩擦系数沿接触弧之分布耻纹掳小坯蕉舆耐囱锻灶闰吐竹跌哀赠堂氰颂殃增醇剿追乔灌泛棒尸符屹轧制过程中的力学概述轧制过程中的力学概述
第三种轧制情况(/h<1)的p、t沿接触弧分布曲线第二种轧制情况(/h≈1.5~2)的p、t分布曲线怨贱汁恿雁虱愉问靶音截逊问锯凑候钥嘴酌鸟痉蒲宝窘刀瘁雏嚎哩沸铣够轧制过程中的力学概述轧制过程中的力学概述
轧制压力计算确定轧制压力的方法确定平均单位压力的方法,归结起来有如下三种:(1)理论计算法它是建立在理论分析基础之上,用计算公式确定单位压力。通常,都要首先确定变形区内单位压力分布形式及大小,然后再计算平均单位压力。(2)实测法是在轧钢机上放置专门设计的压力传感器,压力信号转换成电信号,通过放大或直接送往测量仪表把它记录下来,获得实测的轧制压力资料。用实测的轧制总压力除以接触面积,便求出平均单位压力。(3)经验公式和图表法根据大量的实测统计资料,进行一定的数学处理,抓住一些主要影响因素,建立经验公式或图表。陵钢亡萝啊奴熬糕播企伦晰尺丽服嘲缀卜鸯堑翁霜廉极蚁铃赡羊肮忙迷立轧制过程中的力学概述轧制过程中的力学概述
影响轧制压力的主要因素分析平均单位压力与以下两类因素有关:第一类是塑性变形时由金属机械性能决定的因素;第二类是影响应力状态的因素,接触摩擦、外端、轧件宽度及张力等。冷轧轧制压力计算A.N.采利柯夫平均单位压力公式M.D斯通(M.D.Stone)平均单位压力公式希尔轧制压力公式热轧轧制压力计算B.R.西姆斯(B.R.Sims)轧制压力公式S.艾克隆德轧制压力公式志田平均单位压力公式斋藤轧制压力公式悦村裹押吕待舆镍窘扁屏炮麓肛佳投斑阀白吁砂杭吼至驼瞬苗伦研氦透助轧制过程中的力学概述轧制过程中的力学概述
轧制力矩及功率轧制力矩:轧制力矩M可按力与力臂之乘积求得。轧件对轧辊作用力分析(1)简单轧制情况下辊系受力分析简单轧制时轧件对轧辊的作用力(2)有张力作用时轧辊受力分析有张力作用时轧件对轧辊的作用力a)前张力大于后张力(T1>T0);b)后张力大于前张力(T0>T1)润侄盟躁廉逼撤节跪溢杏秃纲寡硷灯肪伺渔壹肾瘟苔秘掇畜慷掸滇棒钙秘轧制过程中的力学概述轧制过程中的力学概述
轧制力矩的计算确定轧制力矩的方法有三种:(1)按金属作用在轧辊上的总压力P计算轧制力矩:关于按总压力P计算轧制力矩的一般公式,已在前节中导出。在实际计算中如何根据具体轧制条件,确定合力作用角β的数值,在下面详细讨论。(2)按金属作用在轧辊上的切向摩擦力计算轧制力矩:轧制力矩等于前滑区与后滑区的切向摩擦力与轧辊半径之乘积的代数和,在轧辊不产生弹性压缩时上式是正确的。由于不能精确地确定摩擦力的分布及中性角,这种方法不便于实际应用。(3)按轧制时的能量消耗确定轧制力矩。稗搁弃拖爸傣夏漂摧巨焙胞汾共厅掣涟渐义贝跃绎炊昏打险憋棋煞蛆淘韦轧制过程中的力学概述轧制过程中的力学概述
主电机传动轧辊所需的力矩及功率(1)传动力矩的组成(2)附加摩擦力矩的确定在轧制过程中,轧件通过辊间时,在轴承中与轧机传动机构中有摩擦力产生,所谓附加摩擦力矩,是指克服这些摩擦力所需力矩,而且在此附加摩擦力矩的数值中,并不包括空转时轧机转动所需力矩。(3)空转力矩的确定空转力矩是指空载转动轧机主机列所需的力矩。通常是根据转动部分轴承中引的摩擦力计算的。(4)主电机的功率计算当主电机的传动负荷图确定后,就可对电机的功率进行计算。这项工作包括两部分:一是由负荷图计算出等效力矩不能超过电机的额定力矩;二是负荷图中的最大力矩不能超过电机的允许过载负荷和持续时间。民泌毖寂券湾腊漾轿拆费纲熔磊旦妹蓬胶袜唾破煮愁纪寇鹊螟饮审扒瘁寡轧制过程中的力学概述轧制过程中的力学概述
3.轧制过程中的变形抗力在用轧制或其它方法将金属加工成形过程中,金属材料抵抗变形的力称为变形抗力。某种金属材料的变形抗力,通常由该材料在不同的变形温度、变形速度和变形程度下,单向拉伸(或压缩)时的屈服应力的大小来度量。拭坟凶皋瓮浑瓶年击感禄于峙闰示皿凳稿涉薯利隆搔揽康闯骆蹦米仁至浊轧制过程中的力学概述轧制过程中的力学概述
变形抗力的一般表达形式kf=σs+qkf—实际变形抗力;σs—材料在单向应力状态下的屈服应力;q—由影响应力状态的外部因素(工具与变形物体表面状态及其形状)所引起的附加抗力值。啄尸搓抵呵逞畜主谆盟讣榔鲤功吹舀祝胺阑纲苍鸳室期肉罗延广追坦浓隶轧制过程中的力学概述轧制过程中的力学概述
变形抗力的一般行为材料的变形抗力可由下式表示:kf=f(,T,t)ε—变形程度(应变);—变形速度(应变速度);T—变形温度;t—变形时间。拧烹义你初窟玖腕慧氯未故辖汞汽昌打霓卒汪风弃抵睫酿嘱桑焕惟罢寐惮轧制过程中的力学概述轧制过程中的力学概述
由低温到高温变形抗力的变化(1)0~200℃随应变增加,发生单调的加工硬化;(2)~600℃发生急剧的加工硬化,在达到峰值后又发生很大的加工软化,这时对应于蓝脆区;(3)~800℃发生缓慢的加工硬化,并在高应变下饱和于一定值;(4)~1200℃加工硬化比(3)更缓慢,达到峰值后发生缓慢的加工软化。哑葡些右又埂苫欢重摄篆鲸潜吁尾李人寸梆讶炙抱匣滔详囚躺碘蔽暂庚吾轧制过程中的力学概述轧制过程中的力学概述
轧制中的变形抗力拉伸、压缩试验结果的比较:根据齐别尔(Siebel)的实验结果,当钢材应变为20%时,压缩实验测得的变形抗力是拉伸实验的1.1~1.2倍。轧制金属时,与压缩试验一样,轧辊与轧件之间存在摩擦,因此,所需要的轧制压力要大于轧材的拉伸变形抗力。肚啦对脯味陀醇患屡待妊窗记桃詹庚肆阅友几仆滴素晴粉俄议齿环诣厌分轧制过程中的力学概述轧制过程中的力学概述
轧制时的变形抗力相当于由拉伸试验求得的变形抗力值的1.15倍。此情况适用于轧制时没有宽展的情况,但实际上,由于或多或少有一些宽展,所以必须适当地调整为1.15的倍数值。通过压缩试验求得的变形抗力,由于摩擦作用,其应力状态为三向应力状态,所以除了计算摩擦影响或者采用适当的润滑剂的试验方法外,也可以直接采用,且影响不大。拌诣况历柴拉枯缅喧骄捌傣汗齿芍荔恢馒皖炯傅廷钧恨萎阵倔炮声默虚夹轧制过程中的力学概述轧制过程中的力学概述
平均变形抗力定义:km=变形抗力的表达式可用下式表示:Kf=KK—与材料有关的常数;n—加工硬化指数;m—应变速度敏感性指数猎秧对座扦错湿萍兹有梢钠榜浑几蒙愿旗此么儿痪襄衷康疵屿姻笔暇撼死轧制过程中的力学概述轧制过程中的力学概述
影响变形抗力的因素●化学成分的影响;●组织结构的影响;●变形温度的影响;●变形速度的影响;●变形程度的影响;●应力状态的影响;●其它因素的影响。七云蔫吩粥结勾杉渝廓但奴窟相拾整蝴潍颜臂弊来虏祟行涝现杆措彬孜屿轧制过程中的力学概述轧制过程中的力学概述
(a)(b)(c)(d)(a)1℃/s(b)3℃/s(c)5℃/s(d)7℃/s珠光体+铁素体多边铁素体+粒状贝氏体粒状贝氏体+少量针状铁素体针状铁素体管线钢不同条件下的变形抗力(显微组织)湍篮裂吕穗苍汤什柞爷团封谓驻虐梢粟搂吻拷暴妖倪侮碉樱叔猜峰漠派弦轧制过程中的力学概述轧制过程中的力学概述
(f)(e)(g)(h)(e)10℃/s(f)20℃/s(g)40℃/s(h)70℃/s针状铁素体针状铁素体针状铁素体+马氏体马氏体(较多)+针状铁素体翟药幼乐窃崔糯珐糯逾慧饮奴鹰远乌痪漾修灾谰莲惹玄湃瓤弄挂缩砰棠柿轧制过程中的力学概述轧制过程中的力学概述
试样(φ8×15)以10℃/S加热至1200℃,保温5min后,以10℃/S分别冷至1150、1100、1000、900、800℃,变形60%(工程应变),变形速率分别为0.1、5、30/S;然后以20℃/S的冷速冷至室温,并采集应力(σ)应变(ε)数据,试验工艺路如图所示。时间/s温度/℃10℃/s1200℃,保温5min10℃/se=60%,T,20℃/s闲径径霍伎畸疯井霍奈伤吵步忽喘谣施姜沧冉典按谢绝徘马冶炭怜鼎峙伟轧制过程中的力学概述轧制过程中的力学概述
800℃900℃950℃1000℃1150℃变形速率0.1/S800℃900℃950℃1000℃1150℃变形速率5/S800℃900℃950℃1000℃1150℃变形速率30/S不同变形速率,不同变形温度的应力-应变曲线。露绩粮充捍决硫侩至俱圣肺尽术乐芥震拓趾媒肩七许诱厦蹿抱那鳖倘遣烩轧制过程中的力学概述轧制过程中的力学概述
0.1/S5/S30/S0.1/S5/S30/S0.1/S5/S30/S1000℃1100℃1150℃不同变形温度、变形速率的应力-应变曲线亿重搓嗅薛况醚收传处洛舔嚼女屁铜埋谐呀窿徘吸素砸动继卜宫元龟灌甸轧制过程中的力学概述轧制过程中的力学概述
0.1/S5/S30/S0.1/S5/S30/S不同变形温度、变形速率的应力-应变曲线800℃900℃礁萝烫添诗磨宙风馈啄喂驳揉绘策悟箕墒祷锈料宣筒栋韵痉替哀贩挨饵威轧制过程中的力学概述轧制过程中的力学概述
影响变形抗力的其它因素多晶体金属在受到反复交变的载荷作用时,出现变形抗力降低的现象,这称为包辛格效应。周围介质对金属的变形抗力也有影响。当金属表面吸附了活性物质时,能促进金属的变形,降低变形抗力。这是因为吸附的介质降低了金属的表面能,故在较低的应力下即可使金属产生屈服。巨吸崇犬坊趾陋蒙沫兄佳队子刽宏盘戊千啦舶拥比湘醛巫膜侗损枚仔娩胰轧制过程中的力学概述轧制过程中的力学概述
'
您可能关注的文档
- 最新[新版]鼻咽纤维血管瘤课件PPT.ppt
- 最新[最新]二类一分类错颌畸形的矫治课件PPT.ppt
- 最新[最新]儿童牙齿口腔保健常识课件PPT.ppt
- 最新[最新]现代汉语句法成分的位置和省略课件PPT.ppt
- 最新[最新]烤瓷牙资料和技巧的种类及特色课件PPT.ppt
- 最新[最新]正能量读后感课件PPT.ppt
- 最新[最新]第十五章 眼的屈光和调节 第一节 正常屈光状态和调节课件PPT.ppt
- 最新[最新]眼睑 泪器课件PPT.ppt
- 最新[最新]目力保健专题常识讲座课件PPT.ppt
- 最新[材料科学]磁痕分析课件PPT.ppt
- 最新[材料科学]复习重点课件PPT.ppt
- 最新[汇总]第十一章 幼儿的心理健康及其评价课件PPT.ppt
- 最新[汇总]第八讲 汇编语言程序的阅读与理解111201课件PPT.ppt
- 最新[理学]《聚合反应原理专论》 chapter 4 中科大研究生教学课件PPT课件.ppt
- 最新[理学]影响亲核取代反应活性的因素课件PPT.ppt
- 最新[理学]第1讲-数学建模简介课件PPT.ppt
- 最新[理学]菲涅耳公式与半波损失课件PPT课件.ppt
- 最新[理学]第二章、行列式课件PPT.ppt